которого выбираются в зависимости от обрабатываемого материала. Средней части слесарного зубила придается овальное или многогранное сечение без острых ребер на боковых гранях, чтобы не поранить руки. Головке (ударной части) зубила придается форма усеченного конуса.
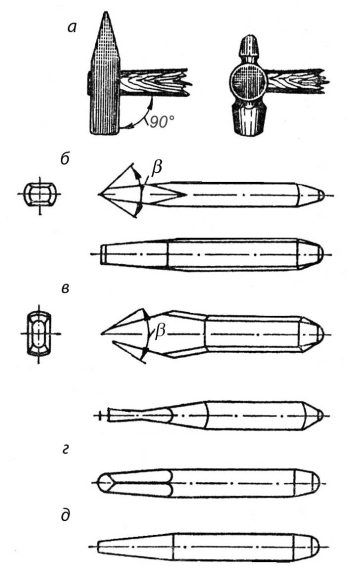
Рис. 6. Набор основного ударного инструмента слесаря:
Материалом для изготовления слесарных зубил служит углеродистая сталь У7А и У8А. Рабочая часть зубила закаливается на длине 15–30 мм, а ударная – на длине 10–20 мм.
Крейцмейсель – инструмент, однотипный с зубилом, но с более узкой режущей кромкой. Он применяется для вырубания узких канавок и пазов (рис. 6, в). Для вырубания канавок во вкладышах подшипников и других подобных работ применяют специальные канавочные крейцмейсели (рис. 6,
Бородок применяется для пробивания отверстий в тонкой листовой стали, для установки просверленных под заклепки отверстий одного против другого, для выбивания забракованных заклепок, штифтов и др. Слесарные бородки (рис. 6,
Напильники представляют собой режущий инструмент в виде стальных закаленных брусков различного профиля с насечкой на их поверхности параллельных зубьев под определенным углом к оси инструмента. Материалом для изготовления напильников служит углеродистая инструментальная сталь марок У13 и У13А, а также хромистая шарикоподшипниковая сталь ШХ15.
Напильники имеют различные формы поперечного сечения: плоские, квадратные, трехгранные, круглые и пр. В зависимости от характера выполняемой работы применяют напильники разной длины, с различным числом насечек.
Существуют три типа ручных напильников: обыкновенные, надфили и рашпили. Обыкновенные напильники (рис. 7,
Рашпили отличаются от напильников и надфилей конструкцией насечки. Они применяются для грубой обработки мягких металлов – цинка, свинца и т. п., а также для опиливания дерева, кости, рога.
Шаберы (рис. 7,
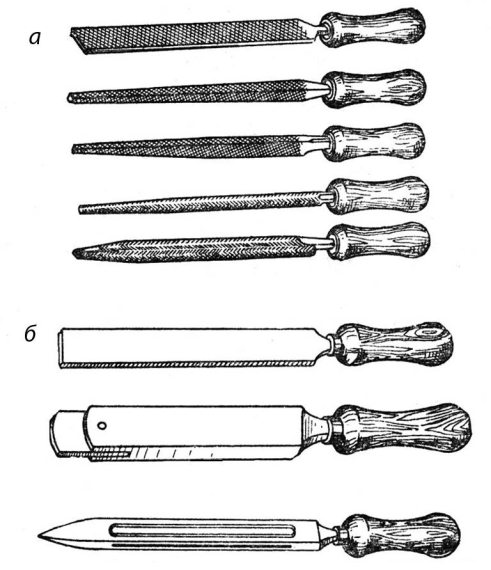
Рис. 7. Напильники (а) и шаберы (б)
Кроме цельных шаберов, в последнее время применяют и сменные, состоящие из держалки и вставных пластин. Режущими лезвиями таких шаберов могут служить пластинки инструментальной стали, твердого сплава и отходы быстрорежущей стали. Шаберы не стандартизированы. Они изготовляются из инструментальной углеродистой стали У10А и У12А с последующей закалкой.
Отвертки (рис. 8,
Ключи гаечные являются необходимым инструментом при сборке и разборке болтовых соединений. Головки ключей стандартизированы и имеют определенный размер, который указывается на рукоятке ключа. Размеры зева (захвата) делаются с таким расчетом, чтобы и зазор между гранями гайки или головки болта и гранями зева был от 0,1 до 0,3 мм.
Гаечные ключи разделяют на простые одноразмерные, универсальные (разводные) и ключи специального назначения.
Простые одноразмерные ключи бывают плоские односторонние и плоские двусторонние (рис. 8, б); накладные глухие; для круглых гаек; торцовые изогнутые и прямые. Торцовые ключи прямые и изогнутые (рис. 8, в) применяются в тех случаях, когда гайку невозможно завинтить обычным ключом.
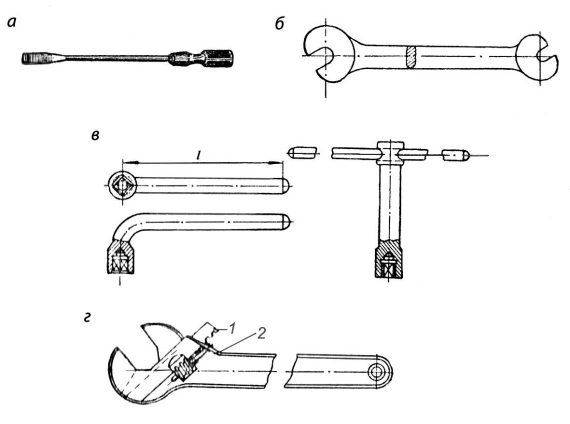
Рис. 8. Отвертка
Простыми одноразмерными ключами можно завинчивать гайки только одного размера и одной формы. Раздвижные (разводные) ключи (рис. 8, г) отличаются от простых ключей тем, что они могут применяться для отвинчивания или завинчивания гаек различных размеров. Они имеют размеры зева от 19 до 50 мм при различных длинах рукояток.
Специальные ключи носят название по роду применения, например ключ под вентиль, ключ к гайке муфты и т. д., а также для работы в труднодоступных местах.
Ножовка ручная обычно применяется для разрезания металла, а также для прорезания пазов, шлицев в головках винтов, обрезки заготовок по контуру и т. п. Ножовочные станки бывают цельными и раздвижными. Последние имеют то преимущество, что в них можно крепить ножовочные полотна различной длины.
Использование рассмотренного выше ручного инструмента связано с трудоемкой и малопроизводительной работой, тем не менее до сих пор еще многие слесари применяют только ручной инструмент, в то время как значительная доля слесарных работ может быть механизирована путем использования различных стационарных и переносных машин, а также электрических и пневматических инструментов.
Применение таких инструментов позволяет значительно повысить производительность труда. Так, например, завертывание болтов и гаек при помощи механизированного гайковерта производится в
4 – 10 раз быстрее, чем вручную обычным гаечным ключом; зачистка поверхностей с помощью переносных шлифовальных машинок осуществляется в 5 – 20 раз быстрее, а шабрение механизированным шабером в 2–3 раза быстрее, чем ручные операции шабрения.
В зависимости от типа двигателя различают инструменты электрифицированные, питаемые электрическим током, и пневматические, действующие от сжатого воздуха.
Механизированный ручной инструмент подразделяют также по характеру движения рабочего органа – шпинделя – на инструмент с вращательным и с возвратно-поступательным движением рабочего органа.
Среди механизированных инструментов электрического действия наибольшее применение находят электрогайковерты, электрошпильковерты, электродрели, шлифовальные и полировальные машины, электронапильники, резьбонарезатели; к инструментам пневматического действия относятся: гайковерты, механические отвертки, молотки, сверлильные машинки и др.
В зависимости от конструкции корпуса различают ручной механизированный инструмент с нагрудником, с рукояткой, пистолетного типа и угловой.
Устройство и действие различных видов механизированных инструментов рассматриваются при описании слесарных операций, в которых они применяются.
Контрольно-измерительные инструменты
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и