Несмотря на ряд замечаний, положительную оценку получили надежность, простота освоения и обслуживания, эксплуатационные качества. Постановлением правительства от 9 сентября 1960 года авиаци-онно-ракетная система К-20 была принята на вооружение. Как говорилось выше, во использование того же ПСМ от 11 марта 1954 года параллельно велись работы по созданию ракетоносного варианта мясищевского ЗМ-К-20. Согласно Приказу МАП от 31 декабря 1954 года оба носителя должны были иметь единую систему наведения и самолет-снаряд Х-20. Серьезной проблемой стало само размещение Х-20 на мясищевском самолете, затрудненное крайне небольшим просветом под фюзеляжем и велосипедным шасси. Рассматривалась возможность подвески ракеты при помощи специальной ямы на стоянке, ее установка на фюзеляже сверху с помощью крана и даже крепление ракеты под кабиной самолета в перевернутом положении, килем вниз. В конце концов приемлемым сочли вариант подвески Х-20 под крылом и симметричным размещением большого ПТБ для сохранения путевой устойчивости и балансировки. Ракета крепилась на специальной поворотной балке, наклонявшейся в стартовое положение для отхода от носителя.
В январе 1956 года компоновочный макет рассматривался Госкомиссией. Однако оставался ряд 'узких мест', да и в целом решение уступало туполевскому, чей самолет уже был выведен на испытания. В конечном счете выбор ВВС и МАП был сделан в пользу Ту-95К.
Первый серийный Ту-95К был выпущен уже в марте 1958 года. Производство самолета на заводе №18 продолжалось до 1962 года. Параллельно шел учебный вариант ракетоносца Ту-95КУ, служивший для переучивания экипажей и тренировок в работе с аппаратурой. Вместе с тем уже при испытаниях ракетоносца выявился его существенный недостаток - прибавка в весе самолета и громоздкая подвеска сократили дальность полета почти на 2000 км, из-за чего радиус действия комплекса стал уступать бомбардировщику. Даже с учетом дальнего пуска ракет, цели на территории США находились на пределе досягаемости Ту-95К, и то при условии их размещения на Крайнем Севере и Дальнем Востоке.
Уже в ходе испытаний, 2 июля 1958 года, вышло ПСМ, обязывавшее разработчиков принять меры к повышению характеристик самолета и комплекса в целом. ОКБ-156 и ВВС предложили улучшить дальность за счет дозаправки, во исполнение чего появилось ПСМ от 20 мая 1960 года, согласно которому доработанный самолет надлежало представить на госиспытания уже в 1-м квартале 1961 г.
Самолет Ту-95КД был оборудован системой универсальной заправки с телескопической штангой топливопри-емника и радиотехнической аппаратурой «Приток» для связи с заправщиком. Совместные испытания Ту-95КД завершились 30 января 1962 года, после чего самолет был поставлен на производство. По этому образцу переоборудовали и часть ранее выпущенных Ту-95К. Впоследствии все машины с системой дозаправки прошли модернизацию по типу Ту-95КМ с оснащением более современным связным и навигационным оборудованием. В его составе появилась новая пилотажно-на-вигационная система «Путь- 1Б», автоматическое навигационное устройство АНУ-1А и курсовая система КС-6Д с доплеровским измерителем ДИСС-1, что
упростило управление и положительно сказалось на точностных характеристиках.
Первые самолеты-снаряды Х-20 были собраны опытным производством ОКБ-155 и заводом №256 в Дубне. Дубнинское предприятие обеспечивало и выпуск серии ракет для испытаний. Х-20 имела классическую самолетную схему моноплана со стреловидным крылом и оперением. Планер цельнометаллической монококовой конструкции выполнялся из алюминиевых сплавов; помимо Д-16, широко использовался высокопрочный прессуемый сплав В95, начинавший внедряться в авиастроении (В95 имел немецкое происхождение, под наименованием «3425» использовался еще в годы войны в конструкциях Юнкерса и Хейнкеля и достался нам вместе с трофеями). В95 обладал удельной прочностью в 1,5 раза выше обычного дюраля, позволяя создавать легкие конструкции с использованием прессованных профилей и штамповок, однако при чувствительности к концентраторам напряжений и переменным нагрузкам требовал соблюдения технологии для обеспечения усталостной прочности. В стыковых узлах и нагруженных деталях применялись хромансилевые стали.
Крупногабаритные силовые рамы фюзеляжа, балки и узлы крепления агрегатов выполнялись из легкого магниевого сплава. Поначалу заказ на магниевое литье разместили на специализированном литейно- механическом заводе в Балашихе, но там после первых же попыток отказались лить такие крупные и сложные тонкостенные детали, выдавая лишь заготовки, нуждающиеся в серьезной мехобработке - фрезеровке и расточке. Освоить их самостоятельное производство пришлось цеху №12, которым руководил В.Н.Леженин. В цехе установили плавильные печи большой мощности, новый техпроцесс магниевого литья в земляные формы отлаживался круглосуточно, с пробами и ошибками, но и с соответствующей аккордной оплатой. К концу марта 1961 года был налажен выпуск литых изделий без дефектов, внедрили также их пропитку герметизирующим лаком для защиты от коррозии.
Крыло площадью 25,14 кв.м и стреловидностью 55 град, по линии фокусов имело сверхзвуковой профиль с относительной толщиной 6% (для сравнения - корневой профиль крыла МиГ-19 имел 12% толщину). Для снижения трудоемкости литым выполнялся и ряд агрегатов планера, включая крыло и оперение. Одновременно это способствовало повышению точности и чистоты аэродинамических обводов. Решение было предложено сотрудником НИАТ Е.С.Стебаковым, вместе с главным инженером завода Ю.И.Шукстом занимавшимся созданием технологии литья тонкостенных панелей методом выжимания. Полученные тонкостенные отливки следовало термообрабатывать, но их сильно коробило с 'поводкой' формы и размеров. Для предотвращения деформаций их стали загружать в термическую печь 'закованными' в цельную стальную остнастку, получая чистовые готовые изделия с заданными контурами, не требующими мехоб-работки.
Хвостовое оперение классической схемы с рулем направления и цельно-поворотным стабилизатором, площадь вертикального оперения - 2,82 кв.м, горизонтального - 4 м2. Для доставки киль и крыло ракеты снимались, и окончательная сборка производилась заводской бригадой уже на месте, после чего манипуляции с громоздким изделием становились изрядной проблемой. Небольшой подфюзеляжный киль, служивший для повышения путевой устойчивости, для удобства перевозки также был съемным и крепился к ракете уже на подвеске.
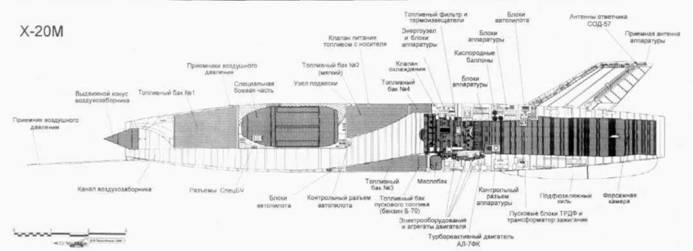
Лобовой воздухозаборник имел подвижный центральный конус, автоматически выдвигавшийся по мере разгона ракеты. Круглый канал от воздухозаборника имел сложную форму, огибая отсек БЧ снизу, где его сечение переходило в серповидное и вновь становилось круглым на входе в двигатель. Для изготовления воздушного канала использовались объемные макеты и большое количество штамповочной оснастки. Своеобразием отличалось конструктивное решение объемистого отсека под БЧ, требовавшей трехметрового выреза в фюзеляже. Отсек, получивший название 'трюма', подкреплялся промежуточным силовым шпангоутом, верхний пояс которого при установке и съеме БЧ снимался и ставился на место после снаряжение ракеты зарядом.
Компоновка Х-20 существенно затруднила размещение топливных баков - место под требуемые 4000 кг топлива пришлось изыскивать в оставшихся незанятых объемах. Один из баков емкостью 1390 л располагался перед БЧ сразу за системой управления конуса, другой в 2100 л опоясывал воздушный канал за БЧ, еще три размещались возле двигателя. Общий запас топлива (авиационного керосина Т-1 или ТС-1) составлял 5090 л.
Основной бак первоначально предусматривался сварным «бочонком» из тонколистовой стали, однако при этом возникали проблемы коррозии внутренних полостей после травления, и сталь заменили легкой и технологичной сварной конструкцией из сплава АМГ-6. Большой передний бак на тонну керосина имел мягкую конструкцию и выполнялся из керосиностойкой резины. В заводской резино-пластмас-совой мастерской (позже цех №17) оборудовали участок со сложной оснасткой и вакуумным котлом, в котором вулканизировалось изделие. На крупногабаритный стальной пуансон наклеивали слои сырой резины, усиливая ее прорезиненной тканью-арматурой, в агрегат вклеивали заправочные и расходные штуцера. Собранное изделие целиком помещали в вакуумный котел, где при высокой температуре происходила вулканизация. Из готового бака через разрез по частям извлекали пуансон, заклеивая шов, и усиливали его тканевыми лентами.
Для доступа к силовой установке, помимо эксплуатационных люков, служил фюзеляжный разъем за крылом.
X-20 оснащалась специальным корот-коресурсным вариантом двигателя АЛ-7ФК, однорежимным с